
Crafting Cures: The Future of Drug Manufacturing
Dr. Amrish Chandra, Managing Director, Lexgin
Drug manufacturing transforms scientific discoveries into safe, effective therapies. Emerging technologies such as continuous manufacturing, artificial intelligence, real-time monitoring, and digital quality systems are improving efficiency, consistency, and sustainability. As the industry addresses supply chain, regulatory, and workforce challenges, innovation in manufacturing remains essential to ensuring quality and better patient outcomes.
Introduction
Behind every tablet that eases pain, every vial that holds a life-saving vaccine, and every infusion that battles a chronic disease lies a complex and remarkable story. It is a story of scientific discovery, but more fundamentally, it is a story of manufacturing. This process, the disciplined, large-scale production of medicines, is the unseen engine of modern healthcare. It acts as the crucial bridge carrying a brilliant idea from a laboratory bench to a patient’s bedside.
As global populations expand and healthcare needs grow increasingly complex, the demand for safe, effective, and accessible medicines has never been greater. Meeting this demand depends entirely on our collective ability to advance the art and science of drug manufacturing through engineering innovation, unwavering quality standards, and a profound sense of institutional responsibility.
The Bedrock of Trust: Quality and Precision
At its core, drug manufacturing is the translation of a chemical or biological formula into a consistently reliable, stable, and pure therapeutic product. This journey involves multiple, meticulously controlled stages:
- Formulation Development: The stage where active pharmaceutical ingredients (APIs) are combined with specialised excipients to ensure targeted stability and effective delivery within the human body.
- Commercial Production: The process where raw inputs are carefully transformed into finished dosage forms, whether solid oral tablets, liquids, or sterile injectables.
- Analytical Verification & Logistics: The continuous application of rigorous quality control testing, tamper-evident packaging, and highly controlled logistics to guarantee that the final product reaching the patient remains uncompromised.
The entire manufacturing endeavor rests on a structural foundation of Good Manufacturing Practices (GMP). These are not merely suggestions or flexible guidelines; they are strict, internationally recognised standards governing every facet of production, including facility architecture, equipment validation, personnel training, and granular documentation tracing.
Adherence to GMP serves as the primary technical assurance of a medicine’s identity, molecular strength, quality, and purity. Regulatory frameworks represent the absolute bedrock of public trust. When a patient consumes a medication, they place their faith in an entire global ecosystem of science, technology, and oversight. It is our duty to ensure that this faith remains flawlessly well-placed.
Innovation in the Factory
For decades, traditional pharmaceutical manufacturing relied heavily on static, batch-based processing models. In this legacy approach, production occurs through separate, disjointed steps, with intermediate materials stored and tested extensively between stages—a method highly vulnerable to human error, material degradation, and prolonged processing timelines. Today, however, advanced technologies are reshaping the factory floor, driving an era of unprecedented efficiency, consistency, and safety.
The Continuous Paradigm Shift
The most encouraging operational advancement is the industry-wide transition toward continuous manufacturing. In this modern paradigm, raw ingredients are continuously fed into an automated, enclosed production line that uninterruptedly transforms the inputs into finished dosage forms. This methodology drastically optimises quality control by allowing for real-time monitoring, reducing manual handling risks, minimising processing footprints, and mitigating waste to deliver a highly cost-effective workflow.
Digital Systems & Smart Factories
This transition is accelerated by a sophisticated suite of digital innovations:
- Process Analytical Technologies (PAT): Utilising inline and online advanced sensors (such as near-infrared and Raman spectrometers) to track chemical and physical properties throughout production, empowering operators to adjust parameters before anomalies compromise a batch.
- Artificial Intelligence (AI) & Machine Learning (ML): Deploying complex analytical algorithms across historical and streaming manufacturing datasets to execute predictive maintenance, forecast equipment failures, optimise critical process parameters (CPPs), and guarantee a state of perpetual control.
These fully integrated "smart factories" are no longer a distant vision; they are rapidly becoming the global benchmark. This structural leap does more than simply accelerate throughput—it fundamentally safeguards patient safety by building quality directly into the product matrix at every individual step.
Navigating Headwinds and Charting New Courses
Despite these technological breakthroughs, the pharmaceutical industry faces complex operational challenges. Global supply chains remain highly vulnerable to geopolitical shocks and sudden macro-disruptions. Concurrently, the rapid emergence of next-generation modalities, such as large-molecule biologics and targeted personalised medicines, introduces unprecedented manufacturing friction.
Unlike traditional small-molecule therapies synthesised through predictable chemical reactions, biologics are grown within living cell lines. This makes them profoundly sensitive to minute environmental variations, predisposing them to physical and chemical degradation, vector aggregation, and conformational instabilities that complicate standard manufacturing scales.
Decentralised and Sustainable Production
Rather than acting as roadblocks, these industrial headwinds serve as powerful catalysts for structural reorganisation:
- Point-of-Care Decentralisation: The logistical challenges of personalised medicine, where an autologous cell therapy must be prepared specifically for a single individual, are forcing a migration away from massive, highly centralised production hubs. The industry is actively designing agile, localised, and modular manufacturing units capable of compounding therapies closer to the patient's bedside via intermediate feedstock frameworks.
- Green Pharmaceutical Engineering: A robust environmental movement is accelerating the adoption of sustainable chemistry practices. Companies are systematically redesigning synthetic steps to replace volatile organic solvents with benign aqueous systems, optimise atom economy, leverage enzymatic biocatalysis, and dramatically shrink the overall carbon and hazardous waste footprint of drug synthesis.
Building the Future Together: The Power of Collaboration
Realising the full potential of advanced smart factories requires more than capital allocation and hardware deployment; it demands highly specialised human capital. The contemporary pharmaceutical facility has transformed into an intensely interdisciplinary arena, requiring a workforce deeply skilled in molecular biology, process chemistry, automation engineering, data science, and international regulatory affairs.
Cultivating this future-ready talent pool is a vital responsibility that rests heavily upon structured partnerships between academic institutions and corporate leaders. Universities must move beyond abstract theory, engineering modern curricula that combine foundational sciences with immersive, hands-on training in continuous fluid dynamics, predictive modeling, and digital quality systems.
Deep, bidirectional collaborations, sustained through cooperative research initiatives, industrial internships, and shared pilot-scale production facilities, create a fertile ecosystem. Through this model, academic researchers gain clarity on the pragmatic engineering hurdles facing real-world manufacturing plants, while industrial operators can rapidly adopt cutting-edge academic discoveries. Fostering this symbiotic relationship is the single most vital investment stakeholders can make to guarantee the long-term safety, agility, and resilience of our global healthcare infrastructure.
Conclusion
The domain of pharmaceutical manufacturing will continue its rapid, technology-driven evolution. As production systems mature, the industry's focus must sharpen on ensuring not only the exceptional quality of physical therapeutics but also the systemic equity of their global distribution. The ultimate mission of modern drug manufacturing extends far beyond the optimisation of corporate factory throughput; it is centred on engineering a reliable, secure, and resilient foundation for global health.
Achieving this requires a unified commitment from process scientists, automation engineers, regulatory agencies, and educational leaders to advance the field with a shared vision of ethical responsibility. Ultimately, how we manufacture our medicines is just as critical as the scientific breakthroughs themselves, for it is within the rigor of the factory floor that medical science transforms into a promise kept to humanity.
References
- Kim, E. J., Kim, J. H., Kim, M.-S., Jeong, S. H., & Choi, D. H. (2021). Process Analytical Technology Tools for Monitoring Pharmaceutical Unit Operations: A Control Strategy for Continuous Process Verification. Pharmaceutics, 13(6), 919. https://doi.org/10.3390/pharmaceutics13060919
- Maruthamuthu, M. K., Rudge, S. R., Ardekani, A. M., Ladisch, M. R., & Verma, M. S. (2020). Process Analytical Technologies and Data Analytics for the Manufacture of Monoclonal Antibodies. Trends in Biotechnology, 38(11), 1169–1186. https://doi.org/10.1016/j.tibtech.2020.07.004
- Niazi, S. K. (n.d.). Regulatory Perspectives for AI/ML Implementation in Pharmaceutical GMP Environments.
- Sarvepalli, S. (n.d.). A Review on the Stability Challenges of Advanced Biologic Therapeutics.
- Seoane-Viaño, I., Xu, X., Ong, J. J., Teyeb, A., Gaisford, S., Campos-Álvarez, A., Stulz, A., Marcuta, C., Kraschew, L., Mohr, W., Basit, A. W., & Goyanes, A. (2023). A case study on decentralized manufacturing of 3D printed medicines. International Journal of Pharmaceutics: X, 5, 100184. https://doi.org/10.1016/j.ijpx.2023.100184
- Stefanache, A. (n.d.). Green Chemistry Approaches in Pharmaceutical Synthesis: Sustainable Methods for Drug Development.
- Wahlich, J. (2021). Review: Continuous Manufacturing of Small Molecule Solid Oral Dosage Forms. Pharmaceutics, 13(8), 1311. https://doi.org/10.3390/pharmaceutics13081311
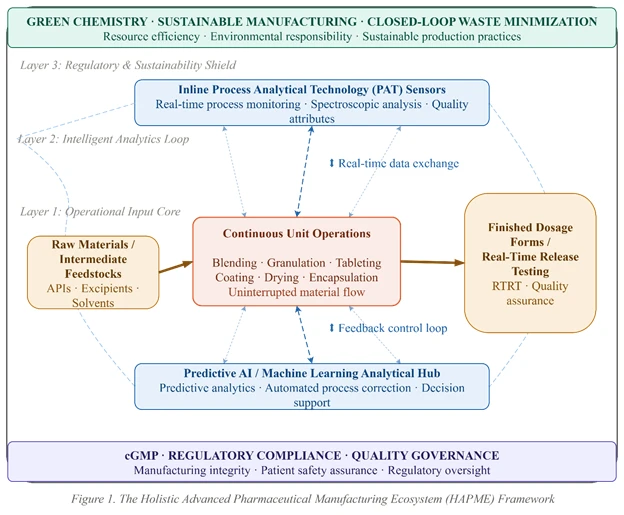
Figure 1. The holistic advanced pharmaceutical manufacturing ecosystem (HAPME) framework.
This original conceptual framework illustrates the integration of continuous manufacturing operations with real-time analytical intelligence through Process Analytical Technology (PAT) and Artificial Intelligence/Machine Learning (AI/ML). The model demonstrates how data-driven monitoring and predictive decision-making enable real-time release testing and proactive quality management. The entire ecosystem operates within a protective framework of regulatory compliance, cGMP, sustainable engineering principles, green chemistry initiatives, and waste minimization strategies.

Dr. Amrish Chandra is a specialist in intellectual property strategy, technology commercialisation, and research management at LEXGIN IP Services. He supports the protection and commercialisation of scientific innovations, with a focus on pharmaceutical manufacturing, smart technologies, regulatory compliance, and sustainable development. His work bridges research, industry, and healthcare innovation.









